

Podstawowa wiedza i techniczne nazewnictwo
Krojenie - z definicji ‘krojenie’ oznacza dzielenie materiału za pomocą klina. Ostrość noża zależy nie tylko od kształtu jego tnącego ostrza, ale także od jakości stali, która determinuje jak może być używane ostrze. W głównej mierze jest łatwiej kroić gładkim, smukłym ostrzem przez inny materiał, lecz stal także musi mieć wystarczającą trwałość, by być podstawą dla kształtu dobrego ostrza. Idąc dalej ostrze musi zawsze pozostawać stabilne i odporne na korozje, aby spełnić wymagania użytkowników. By tyko spełnić Zwilling używa tylko wybranych materiałów w wyjątkowej i kompleksowej produkcji zarządzanej przez restrykcyjne kontrole jakości.
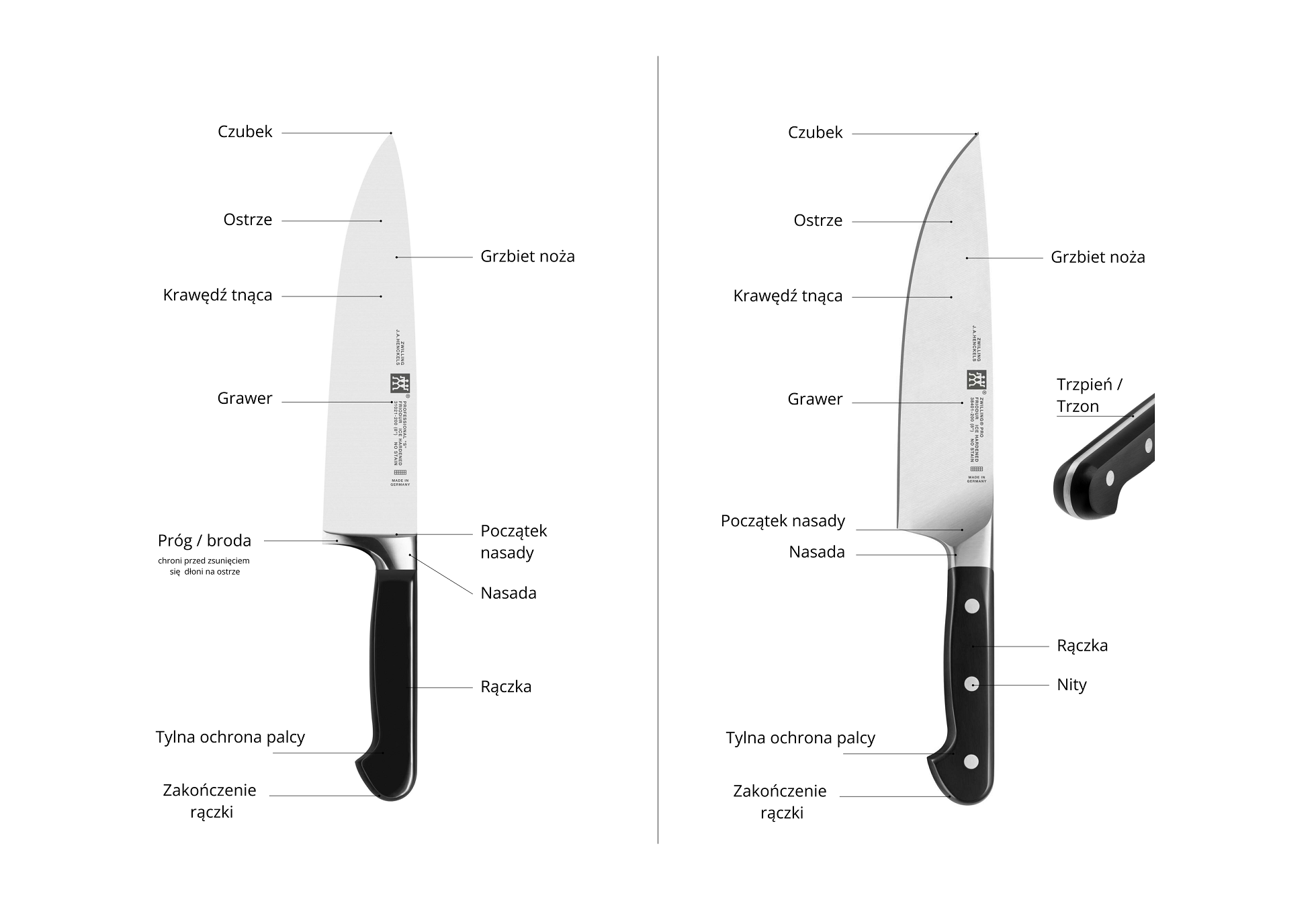
BUDOWA NOŻY
Indywidualne części noża mają swoje nazwy, zapoznanie się z nimi pozwoli na łatwiejsze rozumienie następnych informacji i pomoże doradzać klientom w bardziej profesjonalny sposób.



RODZAJE STALI
Przemysł sztućców używa różnych rodzajów stali, które mogą być podzielone na dwie kategorie (stal węglowa i stal nierdzewna)
Stal węglowa Głównie zawiera żelazo i odpowiednią ilość węgla. Ten typ stali może być utwardzany i kuty i zawiera do 2,1% węgla. Jeśli zawiera więcej węgla zalicza się już do żeliwa. Stal węglowa bardzo łatwo rdzewieje, reaguje z kwasami i solami i może się szybko plamić. Mimo to ma kilka aspektów, w których pokonuje stal nierdzewną: • ekstremalnie wysoka twardość (do 65 HRC) • utrzymująca się krawędź tnąca (trwająca ostrość) • stal może być uformowana bardzo cienko • może być ekstremalnie dobrze ostrzona Polerowanie i oliwienie powierzchni ze stali węglowej na przykład przez użycie olejków z goździka lub kamelii może pomóc zredukować korozje i podatność na rdzewienie. Stal węglowa nie nadaje się do zmywarki.
Stal nierdzewna
Noże zrobione ze stali z więcej niż 10,5% chromu mogą być sygnowane “ze stali nierdzewnej. Ta stal jest praktycznie odporna na kwasy z rezultatem niepojawiania się korozji podczas codziennego użytkowania. Użycie chromu w stali zapobiega jej utlenianiu i tym samym korozji. Efekt uzyskiwany jest najlepiej na idealnie smukłych i płaskich powierzchniach. Im grubsza powierzchnia, większa poniechania narażona na atak utleniania i korozji. Im lepiej wypolerowana powierzchnia tym większa odporność na korozje.
Stal specjalnej formuły
Specjalna formuła stali Zwilling jest produkowana tylko dla marki Zwilling. Ta stal ma odpowiedni stosunek węgla (twardości), chromu (odporności na rdzewienie). Ta unikalna kompozycja połączona z ich procesem produkcji skutkuje solidnymi i trwałymi nożami. Noże wyprodukowane w specjalny sposób są solidne, odporne na rdzę i elastyczne. Stal ma twardość na poziomie 57 HRC, dzięki procesowi obróbki termicznej skonfigurowany jest idealnie pod tę stal. W porównaniu do konkurencji wskaźniki są powyżej średniej i skutkują wyjątkowo jakościowym materiałem i znakomitymi metodami produkcji.
Cronidur 30
Wysokiej wydajności stal Cronidur 30 została rozwinięta do łożysk kołowych w inżynierii lotniczej. Materiał ma wybitną odporność na rdzę i twardość, niespotykaną w stali nierdzewnej (około 60 HRC), to jest co ją wyróżnia od innych materiałów. Zostało to osiągnięte poprzez dodawanie azotu pod ciśnieniem do surowców w kompleksowym procesie. Pojedynczo każdy element z tej stali jest precyzyjnie kuty i utwardzany lodem. Cronidur 30 prawie idealnie łączy twardość, odporność na tępienie i rdzę, a także wytrzymałość.
MC63
Stal MC63 to rodzaj stali produkowanej przez metalurgie proszków. Porównując do stali MC66, MC63 ma w sobie mniej węgla i chromu, ale dodatkowo zawiera średnio 2% wanadu. Wanda daje lepszą wytrzymałość i odporność na rdzę. MC63 ma twardość 63 HRC przez co jest delikatnie bardziej miękka niż MC66, ale jest bardziej odporna na kwasy. Produkując te noże z mikro węglików sproszkowanej stali pozwala im na bycie pięknie wypolerowanymi i zapewniając precyzje i krojenie bez męczenia. Nie nadaje się do zmywarki.
MC66
Nie do zmywarki To rodzaj stali produkowanej przez metalurgie proszków. Aby wyprodukować ten rodzaj stali należy pod niewyobrażalnie wysokim ciśnieniem wcisnąć ją w formę. Pozwala to stali osiągnąć niesamowicie wysoką zawartość węgla (niemal sześć razy wyższą niż zazwyczaj) z równą odporną na zużycia strukturą węglików. Twardość tej stali sięga do 67 HRC i zapewnia niespotykana doświadczenie podczas krojenia. Ostrza wykonane z tej stali mają strukturę wielowarstwową, aby mimo ich twardości pozostały elastyczne i chronić je przed nadmierną korozją. Obie strony ostrza są osadzone w i chronione przez bardziej miękką stal. MC66 zawsze formuje czubek i/lub ostrze noża. Unikaj cięcia kości i wyginania czubka noża, bo wrażliwy nóż może się ukruszyć. Agresywne detergenty, zmywarki i kamienne, ceramiczne, szklane lub metalowe deski do krojenia także mogą uszkodzić nóż i powinny być unikane.
CMV60
Ta stal ma twardość około 60 HRC. Dodatkowy kobalt i molibden i wanad tworzą odporną na zużycie warstwę. Ilość chromu została zminimalizowana, jednak nadal chroni przed korozją. Noże wyprodukowane z tej stali są odporne na korozje, twarde, ale również ekstremalnie ostre z wyróżniającym się zachowaniem krawędzi tnącej (najwolniej się tępią). Nie nadaje się do zmywarki.
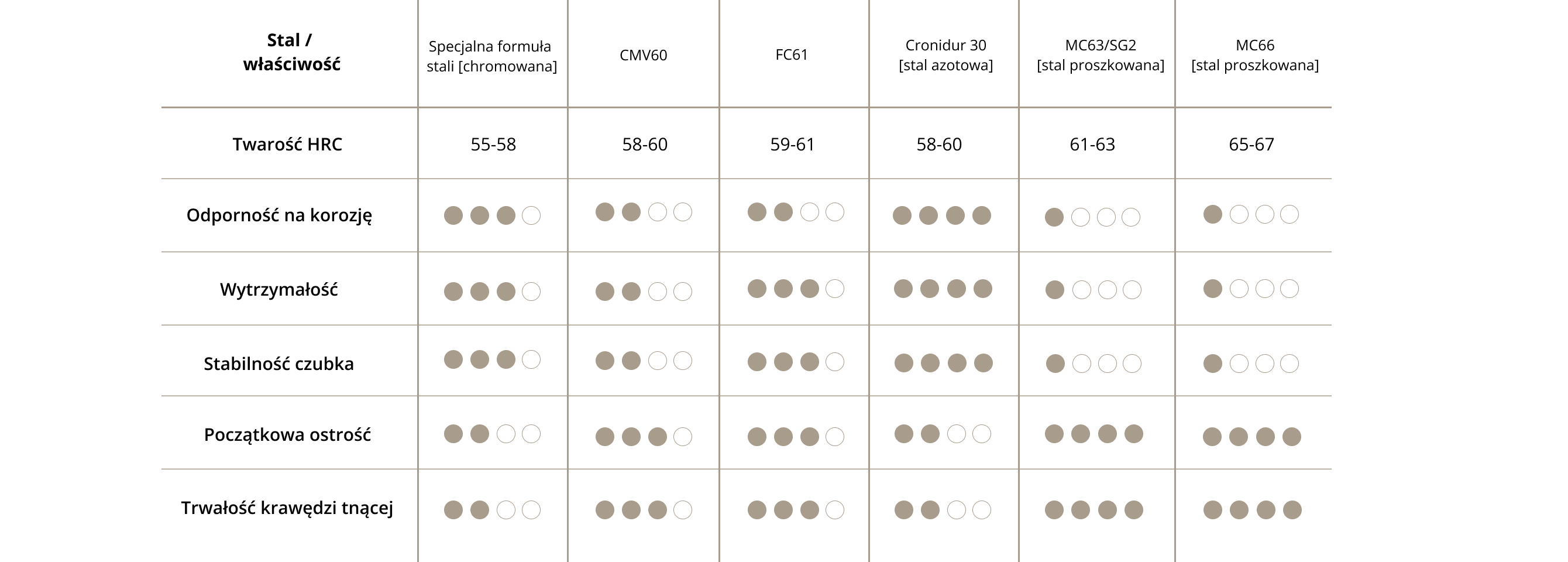
ZWILLING używa różnych typów stali, aby dopasować się do potrzeb obu grup klientów. Właściwości stali dostarczają ograniczonej elastyczności i twardości. Łącząc elastyczność,twardość i odporność na korozje jest jednym z największych wyzwań w produkcji noży. Wmomencie, gdy uzyskujesz twardość, tracisz elastyczność, a także generalnie odporność na rdzę i vice versa.
PRODUKCJA NOŻY

SIGMAFORGE
Noże SIGMAFORGE są precyzyjnie kute z jednego kawałka stali w procesie kucia. Nasadzie nadaje się kształt pod wpływem temperatury i siły. Inteligentnie zarządzana interakcja instrukcji procesowych jest niezwykle ważna dla precyzyjnego rezultatu kucia. Firma ZWILLING precyzyjnie zoptymalizowała tę interakcję temperatury i siły, czego efektem są tak zwane noże SIGMAFORGE. ZWILLING przykłada temperaturę w kontrolowany sposób dokładnie tam, gdzie jest to potrzebne. Na etapie obróbki wstępnej podgrzewana jest tylko ta część półwyrobu, która podczas kucia zostanie uformowana w nasadę noża. Jakość konstrukcji stalowej ostrza zostaje w pełni zachowana, ponieważ ciepło nie ma na nią wpływu. To warunek wstępny wyjątkowej twardości, zachowania krawędzi tnącej i elastyczności noży SIGMAFORGE.
TRADYCYJNE KUCIE
Noże produkowane są z jednego kawałka stali również metodą tradycyjnego kucia. W przeciwieństwie do noży ZWILLING SIGMAFORGE, w tradycyjnym procesie kucia, cały półwyrób stalowy (przycięty element) jest podgrzewany i kształtowany pod wysokim ciśnieniem. Ten proces jest stosowany do bardziej złożonych, wyrafinowanych projektów z horyzontalnym trzonem, jak w kolekcji TWIN Cuisine. Stal jest podgrzewana do temperatury ponad 1100°C/2012°F i uderzana młotkiem spadowym w celu uzyskania kształtu z matrycy/formy i w ten sposób kształtowana. Kształtowanie ma od trzech do czterech etapów, aż do uzyskania wymaganego kształtu w celu wytworzenia półwyrobu noża. Potrzebna jest osobna forma do każdego kształtu ostrza (nóż do chleba, nóż szefa kuchni itp.). Powstały półfabrykat poddawany jest następnie dalszej obróbce.


TŁOCZONE NOŻE
Noże bez nasady, ogólnie zwane nożami stemplowanymi lub domowymi, powstają z taśmy stalowej, z której wycina się półfabrykat ostrza. W przypadku noży z płaskim trzpieniem zarys tego półwyrobu odpowiada kształtowi gotowego produktu. Położenie półwyrobu w pasku można zmieniać na różne sposoby, w zależności od kształtu i wielkości ostrza, aby maksymalnie wykorzystać materiał. Tę kategorię noży wyróżnia niezwykle prosty, a tym samym ekonomiczny proces przedprodukcyjny, podczas którego w zasadzie można wytłoczyć kilka ostrzy za pomocą suwu ściskającego. Co więcej, kształtowanie noża jest o wiele krótsze w porównaniu z nożami kutymi, ponieważ nie ma potrzeby wytwarzania nasady noża.
STAL WIELOWARSTWOWA
Noże od wielu wieków produkowane są ze stali wielowarstwowej. W tamtych czasach proces produkcyjny skupiał się głównie na wykorzystaniu różnych właściwości różnych gatunków stali w celu połączenia odporności na korozję i ostrości. Co prawda tradycyjne, misternie produkowane noże adamaszkowe są nadal produkowane, ale z biegiem lat dominowały inne procesy produkcyjne.
Wizualne i ochronne zalety noży damasceńskich osiąga się dziś dzięki zastosowaniu stali wielowarstwowej. Niezwykle twardy rdzeń ostrza jest osadzony w co najmniej dwóch bardziej miękkich, szorstkich warstwach stali, które są następnie ze sobą zespawane. Gorąca stal jest następnie walcowana, ponownie podgrzewana i czyszczona poprzez piaskowanie. Proces ten powtarza się jeszcze raz w przypadku teraz zestalonej stali. Następnie z trwale stopionego, wielowarstwowego materiału wycina się półfabrykaty. Wykroje są tak ukształtowane, że wzór na jeszcze roztopionych warstwach przekształca się w faliste linie i wzory. Półwyrób jest następnie cięty do wymaganego kształtu ostrza i poddawany dalszej obróbce w celu wytworzenia gotowego noża. Zaletami tej złożonej metody produkcji są charakterystyczne i indywidualne wzory na ostrzach, a także ochronna rola otaczających warstw stali. Pozwala to uniknąć przedwczesnej korozji lub pęknięć ostrzy. Niezwykle twardy rdzeń ostrza jest odsłonięty tylko na krawędzi, mimo to zapewnia wyjatkową ostrość.

PROCES PRODUKCJI
Skład i proporcje składników stopowych mają duży wpływ na właściwości danej stali. Do kluczowych czynników zalicza się twardość i proces obróbki cieplnej. Najlepsze możliwe właściwości stali można uzyskać jedynie poprzez specjalną obróbkę cieplną, taką jak przy produkcji ostrzy FRIODUR. Produkt końcowy może się znacznie różnić, jeśli ta sama stal jest przetwarzana przez różnych producentów.
FRIODUR ®
ZWILLING zoptymalizował etap hartowania. FRIODUR, chroniony znak towarowy Zwilling jest używany do znakowania wyrobów ze stali poddanej specjalnemu procesowi hartowania w lodzie. Proces obejmuje cztery ważne etapy obróbki cieplnej. 1. Stal jest podgrzewana do 1000 stopni Celsjusza 2. Stal jest schładzana bardzo szybko do temperatury 800 stopni i następnie do temperatury pokojowej. Ten proces ten zapewnia niezbędną równowagętwardości i elastyczności i sprawia, że stal idealnie nadaje się do stosowania jako sztućce. 3. Hartowanie w lodzie skutkuje dalszymi procesami przemian, które jeszcze bardziej poprawiają twardość, odporność na zużycie i korozję stali. proces ten również optymalizuje strukturę stali. 4. Hartowanie harmonizuje molekularną strukturę stali i usuwa napięcie z materiału, tworząc wyjątkową elastyczność, zapewniając jej niezawodne użytkowanie i zapobiegając pękaniu ostrzy.
Rezultat:
• wyjątkowa twardość
• wyjątkowa elastyczność
• bardzo wysoka odporność na korozję
CRYODUR ®
ZWILLING zoptymalizował proces hartowania stali wielowarstwowej o twardośći 60 HRC iwyższej. Temperatury hartowania są precyzyjnie dostosowane do właściwości stali. Hartowanie odbywa się w najnowocześniejszym piecu próżniowym, pozwalającym na precyzyjną kontrolę temperatury i eliminującym utlenianie. Ostrza są chwilowo schładzane do temperatury pokojowej. Ostrza są chłodzone i utwardzane w niskiej temperaturze. W zależności od właściwości stali stosuje się różne temperatury.
Rezultat:
• Wyjątkowa i trwała twardość
• wyjątkowa wydajność cięcia (pierwotna ostrość i odporność na tępienie)
• bardzo dobra odporność na korozje i elastyczność ostrza
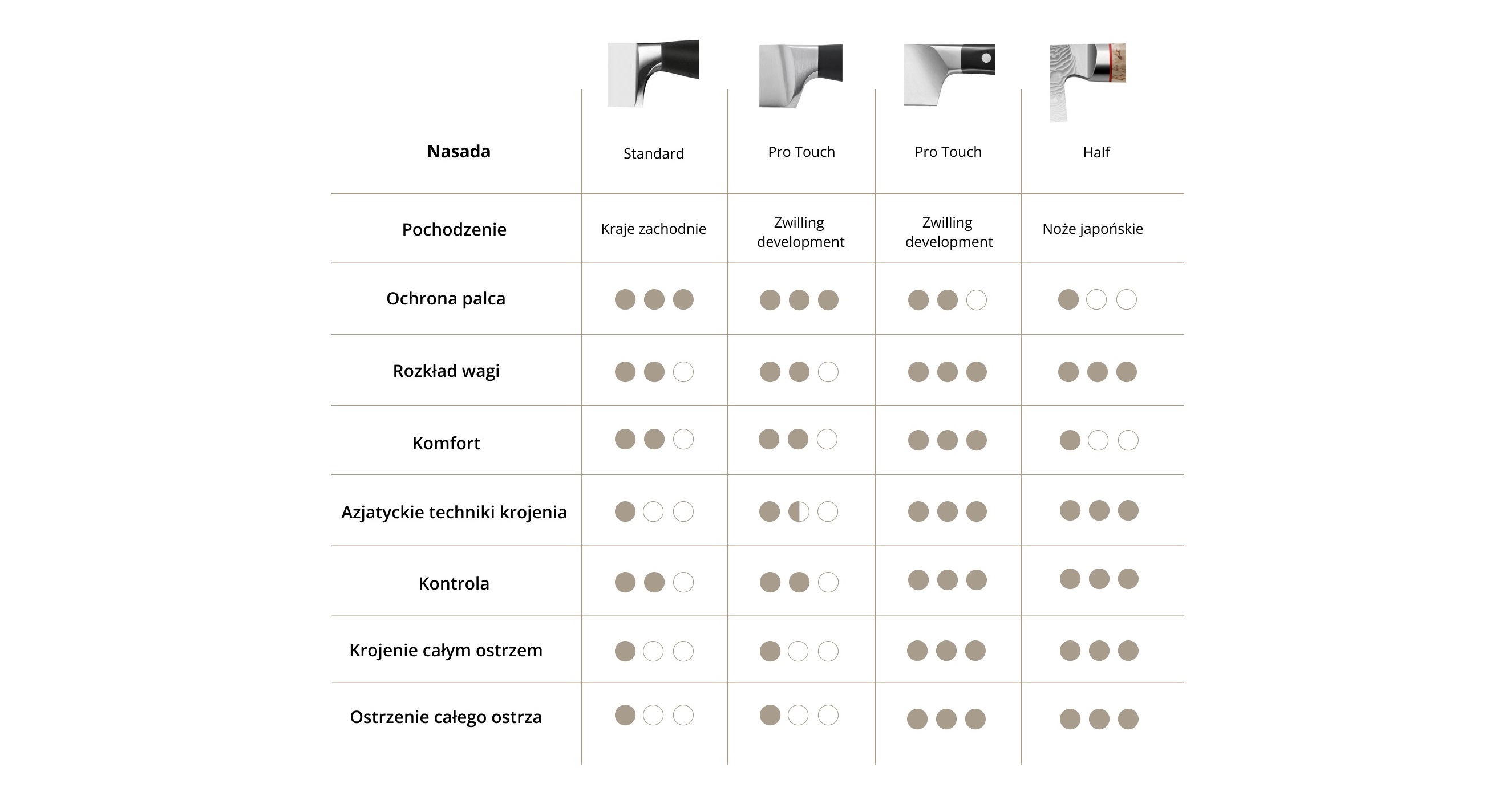
UCHWYTY NOŻY
Wyjątkowy design w połączeniu z wyjątkową funkcjonalnością rękojeści naszych noży po prostu nie może nie zaimponować klientom. Dobra rękojeść ma kluczowe znaczenie nie tylko dla wygodnego użytkowania noży, ale także wpływa na efektywność i bezpieczeństwo ich używania. Wyważenie noża, czyli zrównoważony rozkład ciężaru pomiędzy rękojeścią a ostrzem, odgrywa w tym kluczową rolę. Rękojeść musi również mieć dobrą konstrukcję, aby umożliwić użytkownikom pracę przez jakiś czas czas spędzony z nożem bez odczuwania zmęczenia. Użytkownicy bezpiecznie trzymają nóż w dłoni, dzięki jego doskonałemu ergonomicznemu kształtowi. Bezpieczna, ergonomiczna rękojeść zapobiega ześlizgiwaniu się palców na ostrze lub wyślizgiwaniu się noża z dłoni. W naszej ofercie znajdują się różne kształty i materiały rękojeści.

Uchwyt z tworzywa sztucznego
Do produkcji plastikowych rączek używane są wytrzymałe materiały. Rączki są odporne na uderzenia i zarysowania, pozostają stabilne nawet pod wpływem różnic temperatur, są trwale połączone z metalem i charakteryzują się wyjątkową trwałością. Chociaż rączki można myć w zmywarce, po częstym myciu w zmywarkach mogą stać się szare, matowe.

Uchwyty drewniane
Drewniane rączki zachwycają użytkowników przyjemnym dotykiem i indywidualnym designem. Drewno może pęcznieć pod wpływem wody, zmieniać kolor przy częstym użytkowaniu, a nawet może stać się kruche. Dlatego noże z drewnianymi uchwytami nie nadają się do mycia w zmywarce, nie należy pozostawiać w wodzie, a także wymagają regularnego oliwienia.

Rączki z Micarty
Micarta łączy w sobie zalety drewna i plastiku. Micarta to warstwowy materiał z lnu i żywicy syntetycznej, który można przetwarzać pod ciśnieniem i na gorąco. Ma imponujący wygląd drewna, ale podobną stabilność wymiarową jak plastik. Zalecamy ręczne czyszczenie uchwytów Micarta, aby zachować ich kolor i dotyk na dłużej.
RDZEŃ NOŻY
To część ostrza, która sięga do rączki. Istnieją dwa różne typy: ukryte i odsłonięte rdzenie.
Ukryty rdzeń
Rdzeń jest trwale odlany w plastikowym uchwyćcie i nierozerwalnie z nim połączony. (na przykład w nożach z kolekcji **** Four Stars)

Odsłonięty rdzeń
1. Łuski rączki są połączone z odsłoniętym trzpieniem. (np. kolekcja Proffesional “S”)
2. Nity służą do łączenia rączki odsłoniętego rdzenia z łuskami rączki
3. Odsłonięty trzpień jest widoczny na całej długości rączki, co wyjaśnia, dlaczego czasem określa się go mianem “pełnego” rdzenia.

WYKOŃCZENIE RĄCZEK
Rączki noży ZWILLING są wykończone, co oznacza, że rękojeść i ostrze są bezszwowe, niezależnie od materiału rękojeści. Ułatwia to klientom użytkowanie dzięki gładkiemu dotykowi i wygodnemu krojeniu, a także gwarantuje doskonałą higienę, ponieważ nie mogą gromadzić się resztki jedzenia.

KRAWĘDŹ NOŻA
W branży sztućców krawędź tnąca jest po prostu nazywana krawędzią. Z biegiem czasu opracowano ostrza o różnych kształtach krawędzi, ponieważ noże są używane do bardzo różnych celów.

Ostrze z gładką krawędzią
Gładka krawędź zapewnia czyste cięcie bez powodowania rozpadu produktu. Idealnie nadaje się do krojenia produktów twardych i miękkich, takich jak warzywa, mięso i owoce. Do obierania i krojenia owoców oraz warzyw potrzebne jest gładkie ostrze.

Ostrze żłobione
Ostrza noży o szlifowanej wklęsłej krawędzi posiadają wcięcia z przodu i z tyłu ostrza. Podczas używania noża do cięcia, na wklęsłej szlifowanej krawędzi powstają poduszki powietrzne (kieszenie powietrzne), które łatwiej oddzielają składniki od ostrza.

Ostrze ząbkowane
Większość noży do chleba i noży uniwersalnych ZWILLING posiada taki kształt. Podstawy nacięć falowych są bardziej wygięte w łuk, a końcówki znacznie wyraźniejsze, co zapewnia wyjątkową początkową ostrość i zapewnia zachowanie krawędzi tnącej ostrzy. Ząbki są skierowane do przodu (w stronę ostrza).

Odwrócone ostrze ząbkowane
Ząbki skierowane są w przeciwną stronę niż w tradycyjnych nożach ząbkowanych. W nożach z odwróconą ząbkowaną krawędzią, ząbki są skierowane w przeciwną stronę, czyli w stronę rękojeści. Tego typu krawędź zmniejsza ryzyko szarpania i rozrywania delikatnych składników, takich jak miękkie owoce, warzywa czy pieczywo. Ostrza z taką krawędzią idealnie nadają się do krojenia prawie wszystkich produktów, w tym twardego chleba i dużych kawałków owoców.
WYRÓŻNIAMY 3 KSZTAŁTY OSTRZY
W branży sztućców krawędź tnąca jest po prostu nazywana krawędzią. Z biegiem czasu opracowano ostrza o różnych kształtach krawędzi, ponieważ noże są używane do bardzo różnych celów.

Wysoki czubek
Tył ostrza jest prosty, a krawędź zakrzywiona jak w przypadku noży do filetowania.

Centralny czubek
Końcówka, tył i krawędź noża są lekko zakrzywione i łączą się w jednym miejscu, tak jak w przypadku noża do szpikowania.

Niski czubek
Tył ostrza jest zakrzywiony, a krawędź biegnie prosto do czubka ostrza. Krawędź można płynnie cofać na desce do krojenia, bez konieczności wykonywania ruchu kołysania, jak ma to miejsce w przypadku noża do obierania.





